導入
非破壊検査( NDT ) は、製造中、使用中、またはメンテナンス中に構造や材料を劣化させることなく、その完全性の状態を特徴付けることを可能にする一連の方法です。 「非破壊検査」(NDT) または「非破壊検査」についても話します。

用途
これらの方法は次の分野で広く使用されています。
- 自動車産業(エンジンブロックの制御)。
- 石油産業(パイプライン、チューブ、棒、溶接、タンク);
- 海軍産業(船体制御)。
- 航空学(ビーム、航空機の翼、多数のエンジン部品、着陸装置など)。
- 航空宇宙および軍事。
- エネルギー産業(原子炉、ボイラー、配管、タービンなど)。
- 鉄道の製造と保守、特に安全装置(車軸、車輪、台車)。
- 食品検査。
- 考古学;
- …
そして、原則として、以下を生産するすべての分野において、
フランスでは、これらの検査を実施する代理店は、第三者原則および次の 2 つの基準に従って、非破壊検査に関するフランスFR CO連合である Cofrend によって認定されています。
- フランスおよびヨーロッパの規格NF EN 473: 「END 担当者の非破壊検査、資格および認定」。この規格は 1993 年 4 月に作成され、2000 年に改訂され、その後 2008 年に改訂されました。この規格に基づいて、認証は鋳造(CCF)、鉄鋼製品 (CCPA)、鉄道保守 (CFCM)、および製造および保守 (CIFM) の 4 つの分野別委員会に分かれています。 )
- 欧州規格 EN 4179。米国の同等規格は NAS 410。航空宇宙産業 (航空および宇宙) 向けの部品の場合、CND。規格 EN 4179 の意味の範囲内で特別なプロセスとみなされ、そのように認定される必要があります。フランスでは、これらの認証は Cofrend の COSAC 航空部門委員会の下にグループ化されています。
この認定資格は 5 年間有効 (更新可能) で、フランスでは 12,000 人以上が認定を受けており、理論試験と実技試験に合格した人が認定されています。さらに、Cofrend は ISO 17024 に従って Cofrac によって認定されています。
さまざまな制御方法
EN 473 および EN 4179 規格では、通常のメソッドに対して一定数のシンボルが定義されています (表を参照)。
これらの記号は一般に、この方法の英語表記の略語に対応しています。たとえば、浸透検査の記号 PT は、浸透検査に由来しています。
| ENDメソッド | シンボル |
|---|---|
| 音響放射 | で。 |
| 渦電流 | そして |
| 防水加工 | L.T. |
| 磁気検査 | TM |
| 染色 | P.T. |
| X線 | RT |
| 超音波 | ユタ州 |
| 視覚検査 | VT |
| シアログラフィー | ST |
| サーモグラフィー | IRT |
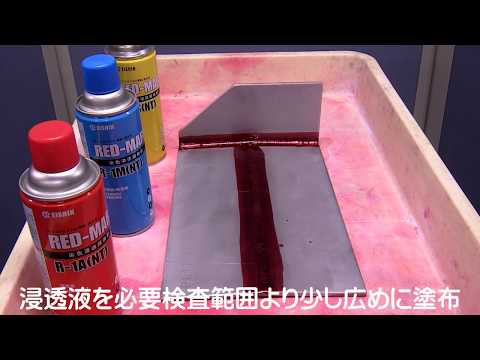
浸透探傷検査(PT)
これは、金属部品 (主にセラミック部品) の表面に開いた不連続部の存在を明らかにすることを目的とした方法です。これは、ターゲットを蛍光または赤色の液体でペイントし(浸漬または静電スプレー、場合によってはブラシを使用して)、不連続部に浸透することから構成されます。ターゲットを洗浄した後、現像液を塗布し、亀裂内に残った液体を「排出」することで亀裂を露出させます。
この方法は実装が非常に簡単に見えますが、開いた不連続点の影響を受けやすいです。髪の毛より 100 倍細かい、開口部 1 µm の不連続性を強調表示できます。一方で、自動化することはできず、結果はオペレーターの裁量に任されます。さらに、回収不可能な製品、または使用後に汚染された製品の使用も必要ですが(例:原子力発電所:廃棄物の量を減らそうと努めています)、この方法は、その原因が何であれ、主要な不連続点を特定するためにはかけがえのないものです。場所、方向を問わず。
X線

非破壊検査における X 線の主な用途はイメージングです。その利点は、オブジェクトまたはマテリアルの内部に関する直接使用可能な情報を提供することです。反転ステップは非常に小さく、空間分解能は十分に高くなります。ただし、画像の解釈にはオペレータの高度な専門知識が必要であり、オペレータと環境の安全条件も必要です。
重工業では、X 線検査は、特に原子力発電所、造船所、石油ヤードの溶接部、パイプの腐食、複合材料の構造、または複雑な機械部品の亀裂に使用されます。
他の放射線学的非破壊検査方法では、蛍光と分光分析が使用されます。後方散乱放射線のおかげで、物体の原子内容を分析することができるため、たとえば、塗料中の鉛やその他の有毒物質の存在、または疑わしい物体中の爆発物の存在を検出することができます。
超音波(UT)
超音波検査は、制御対象の部品内を伝播する超音波の送信、反射、吸収に基づいています。放射された波列は、部品の底部で反射され、欠陥でトランスデューサー(多くの場合、送信機と受信機の役割を果たす) に戻ります。信号を解釈することで、障害の位置を特定することができます。この方法は空間分解能が高く、深部の欠陥を検出する能力を備えています。少なくとも幾何学的および物質的に単純な部品の場合、反転ステップは単純です。一方、部品の徹底的な機械スキャンを実行する必要があるため、時間のかかる方法です。また、欠陥を 3 次元で表現できるようにするために、部品のいくつかの表面をチェックする必要があることもよくあります。
アコースティック・エミッション(AT)
アコースティック・エミッション試験は、例えば油圧または空気圧試験中に応力を受ける部品または構造からの騒音を収集することで構成されます。材料内の弾性超音波の伝播は、センサーのメッシュによって検出され、リアルタイムで材料の損傷源 (亀裂など) を特定し、その深刻度を評価することができます。これはグローバルな方法 (デバイス全体が同時にチェックされる) であり、動的(進行しない障害は検出されません) です。
サーモグラフィー (IRT)
熱制御方法は、エネルギー入力 (力学、フォトニクス、誘導加熱、熱風など) によって材料または構造を励起することで構成されます。材料内の熱の拡散とそれが表面温度分布に及ぼす影響により、材料の熱物理的特性と考えられる欠陥に関する情報が得られます。これらすべての方法の主な利点は、非接触で自動化可能な制御を実行できることにあります。欠点は、制御の遅さ、投資コスト、および診断を確立するための逆転手順の実行の難しさに関連しています。
磁気検査(MT)
磁気検査は、強磁性体の内部に強力な磁束を生成することで構成される非破壊検査技術です。
経路内に欠陥が存在すると、磁束が偏向して漏れが生じ、露出した製品の粒子(着色または蛍光)を引き付けることによって、欠陥の特定の特徴を示します。
防水(LT)
リークテスト方法では、トレーサーガスを使用し、これらのトレーサーガスの最小濃度に非常に敏感な機器を組み合わせます。最も一般的なのはヘリウム、水素(水素化窒素) ですが、SF6 ガスの使用は現在規制により禁止されています。現在、この方法はCOFRENDによってまだ成文化されていませんが、米国など他の多くの国で採用されています。
結合されたメソッド
最近、結合された方法が出現し、音響電磁法、超音波電磁法、または磁気光学法などのいくつかは依然として研究分野にあります。